3.3. Длина разрезания ленты
Когда клеммы соединены холодным прессованием, длина заднего конца терминальной изоляционной зоны обжима от точки отсечения полосы или длины переднего конца терминала из точки отсечения передней полосы, то есть длины отсечения полосы. В процессе обжига подключения холодной прессы, когда терминал вырезан из ленты, если сохраняемый хвостовой материал слишком длинный или слишком короткий, это приведет к трем плохим последствиям:
① После того, как терминал вставлен в оболочку, чрезмерно длинные металлические хвосты будут проститься до заднего конца оболочки, а более высокое напряжение вызовет разбиение между соседними контактами разъема;
② Если материал хвоста в передней части терминала слишком длинный, он мешает соединению терминала и оболочки, а также к терминалу и терминалу;
③ Когда длина отсечения материала полоски на передних и задних концах терминалов сохраняется небольшим или даже невидимым, может возникнуть проблема с разрезанием клемм, в результате чего терминалы не будут использоваться. Следующим образом, разные производители предприняли разные требования для длины отсечения ленты обычных терминалов.
(1) Delphi предусматривает, что передняя вырезанная лента должна быть видна, а длина задних ленты должна быть видна и максимум 0,5 мм.
(2) Амп 250 и 070 клеммы для заднего конца длины разреза ленты должны быть видны, максимум 0,25 мм.
(3) Язаки будет отрезан на задней части длины ленты 0-0,3 мм, максимум не более 0,5 мм.
(4) Кет указывает, что длина отсечки передней и задней полосы материала не превышает 0,5 мм макс.
0,5 мм.
(5) Продолжительные положения переднего и заднего конца ленты длины примерно в 1 ~ 1,5 раза больше толщины терминального материала.
В целом, до и после длины отсечения ленты должна быть видна, максимум не может повлиять на производительность сборки терминала, конец ленты не может продлить конец оболочки.
3.4. Передние и задние защитные порты
В процессе соединения терминалов и проводов передние и задние защитные порты играют защитную роль для ядра проволоки, а задний порт защиты особенно важен. В процессе подключения к холодной штампе, если нет защитного порта или порта защиты слишком мал, обжалое проволочное ядро будет отрезано терминалом или травмой, так что обжаренные терминалы после уменьшения механических свойств и электрических свойств и даже угроз безопасности; Когда защитный порт слишком велик, он сделает клеммы и область контакта с проволокой уменьшен, механические свойства не могут быть гарантированы в то же время, когда электрические свойства также уменьшаются, как правило, обжаренные клеммы и провода после того, как площадь контакта должна быть больше, чем площадь поперечного сечения проволоки. Как правило, площадь контакта между терминалом и проволокой после обжима должна быть больше, чем площадь поперечного сечения провода. Следующие примеры для анализа различных производителей и пользователей традиционных терминалов для выполнения различных требований.
(1) Delphi по минимальным положениям, должны быть видны положения защиты рта.
(2) AMP на требованиях к терминалу 070 и 250: максимум переднего защитного порта 0,25 мм после защитного порта 0,3 ± 0,13 мм.
(3) МОЛЕСКИЕ ПРОДОВЛЕНИЯ ВЕДЕЖНОГО ПРОТИВОГО ПАРТА ПОСЛЕ, после того, как защитный порт примерно в 2 раза больше значения толщины терминального материала.
(4) Yazaki предусматривает, что задний защитный порт от 0,2 до 0,8 мм.
(5) Кет предусматривает, что передний и задний защитный порт от 0,3 до 0,8 мм.
В целом, лучшее состояние подключения холодной прессы: до и после того, как видно защитный порт не влияет на механические и электрические свойства после обжима.
3.5. Деформация терминалов
Терминалы, как правило, деформируются в разной степени после обжима, и деформация терминалов может привести к нежелательным последствиям следующим образом:
Terminal не может вписаться в оболочку;
② Терминал поврежден;
③ Стыкание мужского и женского терминала не на месте;
④ Терминальная стыковка местного контакта, контактное сопротивление слишком среднее, влияющее на электрическую проводимость, а иногда и местное перегрев, вызванное спонтанным сгоранием транспортного средства и других несчастных случаев безопасности.
Терминальная деформация, как правило, разделяется на деформацию изгиба и скручивания, на практике различные производители и пользователи этого параметра различны.
(1) AMP предусматривает, что заглушка может быть согнут на 1 °, гнездо может быть согнут на 3 °.
(2) Положения Yazaki на максимальном изгибе 3 °, изгибая максимум 1 °, скручивая максимум 1 °.
(3) Кет предусматривает, что максимальное изгиб вверх и вниз не превышает 30 ~ 6 °, максимальное левое и правое изгиб не превышает 3 ~ 6 °, максимальная степень кручения не превышает 3 ~ 6 °.
3.6 Терминальная высота обжима, ширина и отталкивание
Высота и ширина терминального подключения к холодному прессу являются определенным значением, когда определяется формование конструкции терминала, высота обжима терминала и ширина обжима, но из -за различных производителей проектирования конструкции терминалы со ссылкой на различные стандарты проводников, значение высоты обжима отличается.
Такие как 173631-1 терминалы в использовании японского стандарта 0,5 мм ⊃2; Провод и использование американских стандартных значений высоты обжима AWG20 различны, поэтому в фактическом применении высоты обжима также необходимо определить в соответствии с фактическим использованием спецификаций провода.
Терминальная ширина обжима и высота в процессе подключения к терминалу холодного пресса является очень важным параметром, когда высота обжима слишком высока, область обжима терминала в деформации проволоки не существует, сопротивление контакта терминала и провода высокая, низкая электрическая свойства, механическая сила терминала недостаточно, чтобы гарантировать, что сила отрыва. Когда высота обжима терминала слишком низка, деформация проволоки в зоне обжима ядра является серьезной, что приводит к существенному сокращению площади поперечного сечения проволоки в зоне обжима после обжима, тока, несущая способность провода, ослабляется, а сопротивление терминала и контакта с проволокой увеличивается, и электрические свойства уменьшаются.
В то же время, из-за большого коэффициента сжатия приводит к снижению поперечного сечения провода после того, как механическая прочность на обжиме терминала недостаточно, сила отрыва уменьшается, и когда существует серьезное явление проволочного сердечника. Около механических свойств и электрических свойств удара, показанного на рисунке 5.
На практике наиболее практичным способом контроля эффективности обжима терминала является использование силы отрыва для проверки ее механической прочности, поскольку стандартное тестовое значение отключения профиляет профиль, электрические свойства, механическую прочность и другие тесты, что является полной мерой простого и эффективного метода управления. Как видно на рисунке 5, кривизна механической прочности имеет наибольшее изменение.
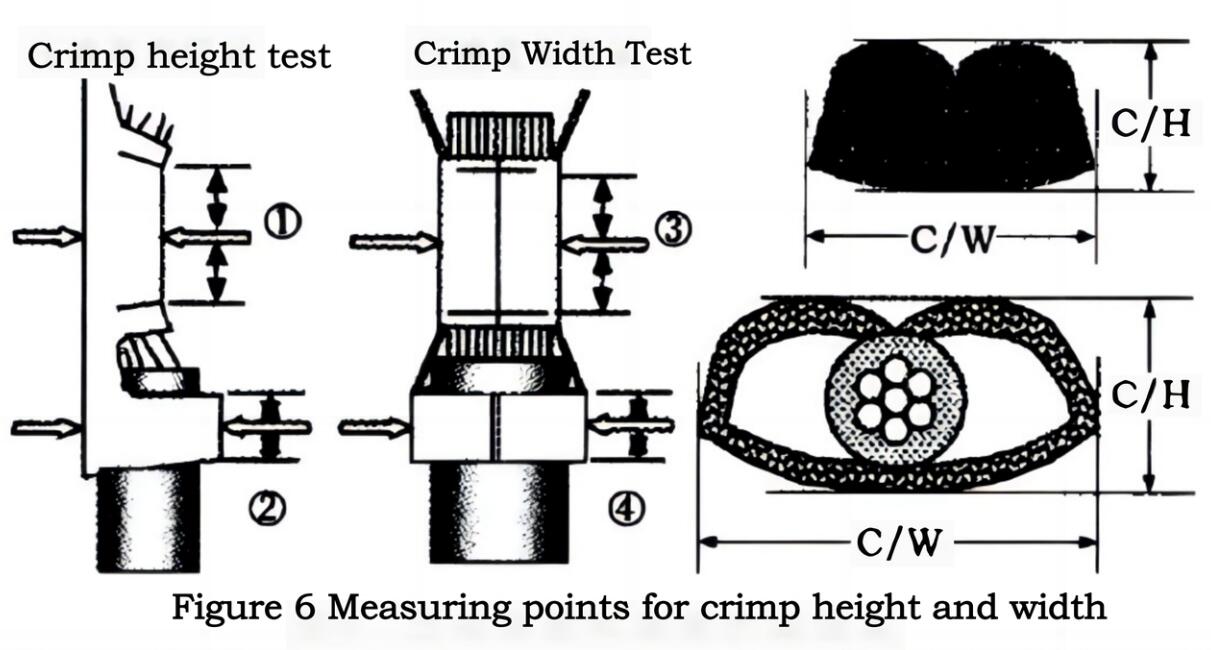
3.61. Измерение точек для высоты и ширины обжима
Область измерения для высоты и ширины обжима обычно выбирается в середине ядра и области обжима, как показано на рисунке 6.
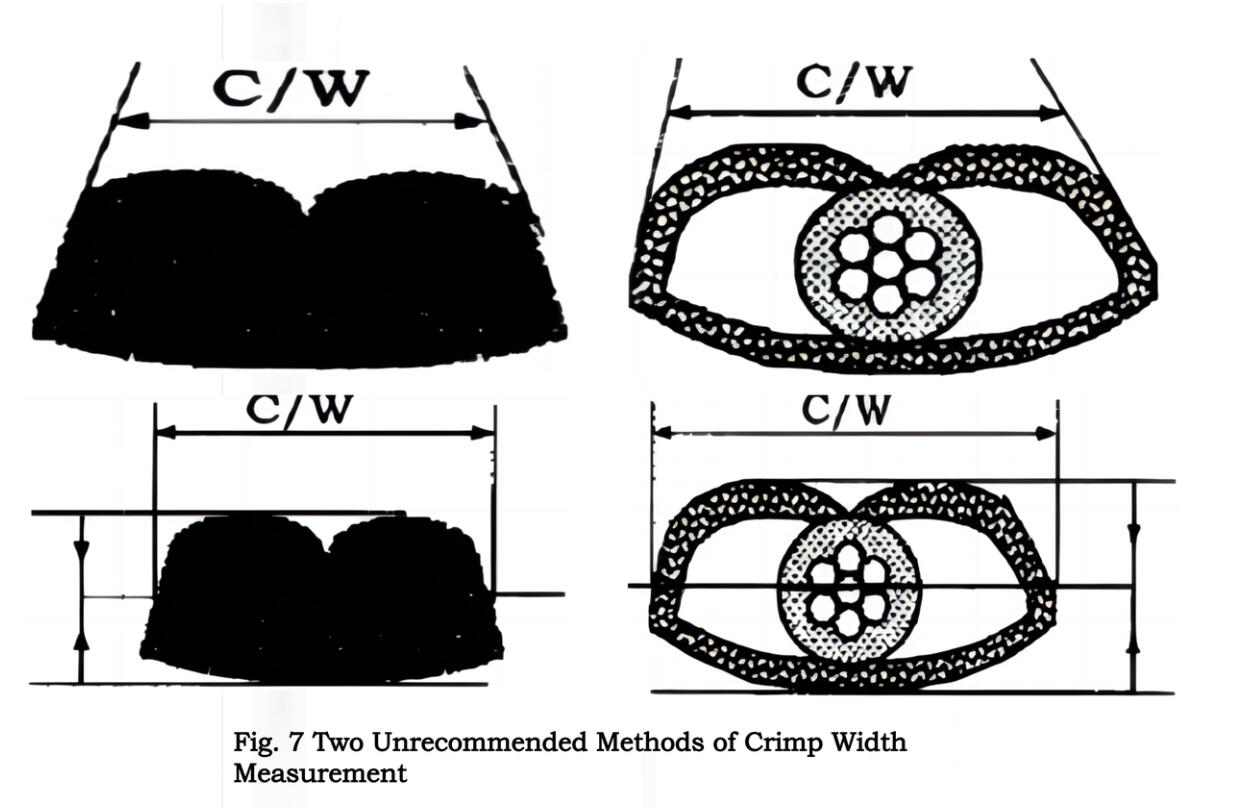
Измерение ширины обжима В текущем возникновении существует возражения, некоторые люди считают, что измерение ширины обжима не может измерить общую ширину, должно быть измерено на обжиме между двумя дугами, и касательную точку наклонной поверхности расстояния, как показано на рисунке 7, но этот метод измерения не является идеальным, измерение сложно, трудно найти правильную точку измерения.
Другие считают, что точка измерения ширины обжима в средней точке двух сторон поверхности, как показано на рисунке 7, этот метод измерения также не идеален, две стороны поверхности состоит из изогнутых поверхностей и наклонных поверхностей, трудно обнаружить, что средняя точка измерения сложно измерить измеренное значение, не стабильное, измерение не является большим, что два, которые не являются большими.
3.62. Использование измерительных инструментов
Измерение высоты обжима с использованием микрометра с конусом на одном конце и измерение ширины обжима с использованием микрометра с плоскими поверхностями на обоих концах, как показано на рисунке 8. Измерение измерения высоты обжима без реберных частей не может использовать оба конца плоскости микрометра, чтобы измерить высоту обжима, поскольку измеренное значение не является истинным значением.
(Продолжение)
Head Tech - это профессиональная компания, которая занимается автомобильным разъемами более 10 лет.
Кто является специалистом в основном, помогает вам решить ваши сроки.
Если вы заинтересованы в большем количестве статей, не стесняйтесь нажимать лайки и добраться до нас @www.leadtech-in.com



























