3.3 برش طول نوار
هنگامی که پایانه ها با فشار سرد وصل می شوند ، طول انتهای عقب ناحیه عایق ترمینال از نقطه برش نوار یا طول انتهای جلوی ترمینال از نقطه برش نوار جلو ، یعنی طول برش نوار. در فرآیند اتصال مطبوعات سرد ، هنگامی که ترمینال از نوار بریده می شود ، اگر ماده دم نگهدارنده خیلی طولانی یا خیلی کوتاه باشد ، منجر به سه نوع عواقب بد خواهد شد:
① پس از قرار دادن ترمینال در غلاف ، دمهای فلزی بیش از حد طولانی تا انتهای عقب غلاف گسترش می یابد و ولتاژ بالاتر باعث ایجاد قوس بین تماس های همسایه کانکتور می شود.
② اگر ماده دم در قسمت جلوی ترمینال خیلی طولانی باشد ، در پیوستن به ترمینال و غلاف و ترمینال و ترمینال تداخل می کند.
③ هنگامی که طول برش نوار مواد در انتهای جلو و عقب پایانه ها کوچک یا حتی نامرئی حفظ می شود ، ممکن است مشکل قطع پایانه ها وجود داشته باشد و در نتیجه پایانه ها غیرقابل استفاده باشد. به شرح زیر ، تولید کنندگان مختلف نیازهای مختلفی را برای طول برش نوار پایانه های معمولی ایجاد کرده اند.
(1) دلفی تصریح می کند که نوار برش جلو باید قابل مشاهده باشد و طول برش نوار انتهای عقب باید قابل مشاهده و حداکثر 0.5 میلی متر باشد.
(2) ترمینال AMP 250 و 070 برای انتهای عقب طول برش نوار باید قابل مشاهده باشد ، حداکثر 0.25 میلی متر.
(3) یزاکی در انتهای عقب طول نوار 0-0.3 میلی متر قطع می شود ، حداکثر بیش از 0.5 میلی متر.
(4) KET طول برش نوار مواد جلو و عقب را بیش از 0.5 میلی متر حداکثر مشخص می کند.
0.5 میلی متر
(5) مفاد مولکس انتهای جلوی و عقب طول برش طول حدود 1 ~ 1.5 برابر ضخامت مواد ترمینال.
به طور کلی ، قبل و بعد از طول برش نوار باید قابل مشاهده باشد ، حداکثر نمی تواند بر عملکرد مونتاژ ترمینال تأثیر بگذارد ، پایان نوار نمی تواند انتهای غلاف را گسترش دهد.
3.4 درگاه های محافظ جلو و عقب
در فرآیند اتصال پایانه ها و سیم ها ، درگاه های محافظت جلو و عقب نقش محافظتی را برای هسته سیم بازی می کنند و درگاه حفاظت از عقب از اهمیت ویژه ای برخوردار است. در فرآیند اتصال مهر و موم سرد ، در صورت عدم وجود بندر حفاظت یا بندر حفاظت بسیار کوچک ، هسته سیم پیچیده توسط ترمینال قطع می شود یا آسیب های قطع شده را قطع می کند ، به طوری که ترمینال های کریم شده پس از خصوصیات مکانیکی و خصوصیات الکتریکی کاهش می یابد و حتی خطرات ایمنی نیز کاهش می یابد. هنگامی که درگاه حفاظت بسیار بزرگ باشد ، باعث می شود پایانه ها و ناحیه تماس با سیم کاهش یابد ، همزمان با کاهش خواص الکتریکی ، خواص مکانیکی نمی توانند تضمین شوند ، به طور کلی پایانه ها و سیم های پیچیده پس از منطقه تماس باید بیشتر از سطح مقطع سیم باشند. به طور کلی ، منطقه تماس بین ترمینال و سیم پس از خرد کردن باید بزرگتر از سطح مقطع سیم باشد. مثالهای زیر برای تجزیه و تحلیل تولید کنندگان مختلف و کاربران پایانه های معمولی برای ایجاد نیازهای مختلف.
(1) دلفی در مورد حداقل مقررات ، مقررات محافظت از دهان باید قابل مشاهده باشد.
(2) AMP در مورد ترمینال 070 و 250: درگاه محافظ جلو حداکثر 0.25 میلی متر ، پس از درگاه محافظ 0.13 mm 0.3.
(3) مفاد مولکس درگاه محافظ جلو قابل مشاهده است ، پس از درگاه محافظ حدود 2 برابر مقدار ضخامت مواد پایانه.
(4) یزاکی تصریح می کند که درگاه حفاظت از عقب 0.2 تا 0.8 میلی متر است.
(5) KET تصریح می کند که درگاه محافظت جلو و عقب 0.3 تا 0.8 میلی متر.
به طور کلی ، بهترین حالت اتصال مطبوعات سرد این است: قبل و بعد از درگاه حفاظت قابل مشاهده است ، پس از خرد شدن بر خصوصیات مکانیکی و الکتریکی تأثیر نمی گذارد.
3.5 تغییر شکل پایانه ها
ترمینال ها به طور کلی پس از خرد شدن به درجه های مختلف تغییر شکل می یابند و تغییر شکل پایانه ها ممکن است منجر به عواقب نامطلوب به شرح زیر شود:
there ترمینال نمی تواند در غلاف قرار بگیرد.
there ترمینال آسیب دیده است.
docking ترمینال های زن و مرد در جای خود نیست.
④ اتصال ترمینال تماس محلی ، مقاومت در برابر تماس بیش از حد متوسط است و بر هدایت الکتریکی تأثیر می گذارد و گاهی اوقات گرمای بیش از حد موضعی ناشی از احتراق خود به خودی وسیله نقلیه و سایر حوادث ایمنی.
تغییر شکل ترمینال به طور کلی به تغییر شکل خم و پیچش تقسیم می شود ، در عمل ، تولید کنندگان مختلف و کاربران این الزامات پارامتر متفاوت هستند.
(1) آمپر تصریح می کند که پلاگین می تواند 1 درجه خم شود ، سوکت می تواند 3 درجه خم شود.
(2) مقررات یزاکی در حداکثر خم 3 درجه ، خم شدن حداکثر 1 درجه ، حداکثر 1 درجه را پیچانده است.
(3) KET تصریح می کند که حداکثر خم شدن به سمت بالا و رو به پایین از 30 ~ 6 درجه تجاوز نمی کند ، حداکثر خم شدن چپ و راست از 3 ~ 6 درجه تجاوز نمی کند ، حداکثر درجه پیچشی از 3 ~ 6 درجه تجاوز نمی کند.
3.6 ارتفاع
ترمینال
ارتفاع ، عرض و نیروی کشش
ارتفاع و عرض اتصال مطبوعات سرد ترمینال یک مقدار تعیین شده است ، هنگامی که قالب طراحی ترمینال ، ارتفاع ترمینال و عرض شکاف مشخص شده است ، اما به دلیل طراحی مختلف تولید کنندگان طراحی ترمینال های طراحی با استناد به استانداردهای مختلف هادی ، مقدار ارتفاع Crimp متفاوت است.
مانند ترمینال 173631-1 در استفاده از استاندارد ژاپنی 0.5 میلی متر ⊃2 ؛ سیم و استفاده از مقادیر ارتفاع ارتفاع سیم AWG20 استاندارد AWG20 متفاوت است ، بنابراین در کاربرد واقعی ارتفاع Crimp نیز باید با توجه به استفاده واقعی از مشخصات سیم تعیین شود.
عرض و ارتفاع ترمینال در فرآیند اتصال مطبوعاتی سرد ترمینال یک پارامتر بسیار مهم است ، هنگامی که ارتفاع Crimp خیلی زیاد است ، ناحیه ترمینال هسته CRIMP در تغییر شکل سیم وجود ندارد ، مقاومت در برابر تماس ترمینال و سیم زیاد است ، خواص الکتریکی کم ، مقاومت مکانیکی ترمینال برای اطمینان از نیروی عقب نشینی کافی نیست. هنگامی که ارتفاع ترمینال خاردار خیلی کم است ، تغییر شکل سیم در محوطه هسته اصلی جدی است و در نتیجه کاهش قابل توجهی در سطح مقطعی سیم در ناحیه چرمی پس از چسباندن ، ظرفیت جریان جریان سیم ضعیف می شود و مقاومت ترمینال و سیم با مقاومت در برابر برق افزایش می یابد.
در عین حال ، با توجه به نسبت فشرده سازی زیاد منجر به کاهش سطح مقطع سیم پس از اتصال ترمینال Crimp Connection Connection کافی نمی شود ، نیروی کشش کاهش می یابد و هنگامی که پدیده ای جدی از هسته سیم وجود دارد. چسباندن بر روی خصوصیات مکانیکی و خصوصیات الکتریکی اثر نشان داده شده در شکل 5.
در عمل ، عملی ترین روش برای کنترل عملکرد ترمینال استفاده از نیروی کشش برای آزمایش قدرت مکانیکی آن است ، زیرا مقدار تست استاندارد نیروی کشش از طریق آزمایش پروفایل ، خصوصیات الکتریکی ، قدرت مکانیکی و سایر آزمایشات ، یک اندازه گیری جامع از یک روش کنترل ساده و مؤثر است. همانطور که در شکل 5 مشاهده می شود ، انحنای منحنی قدرت مکانیکی بیشترین تغییر را دارد.
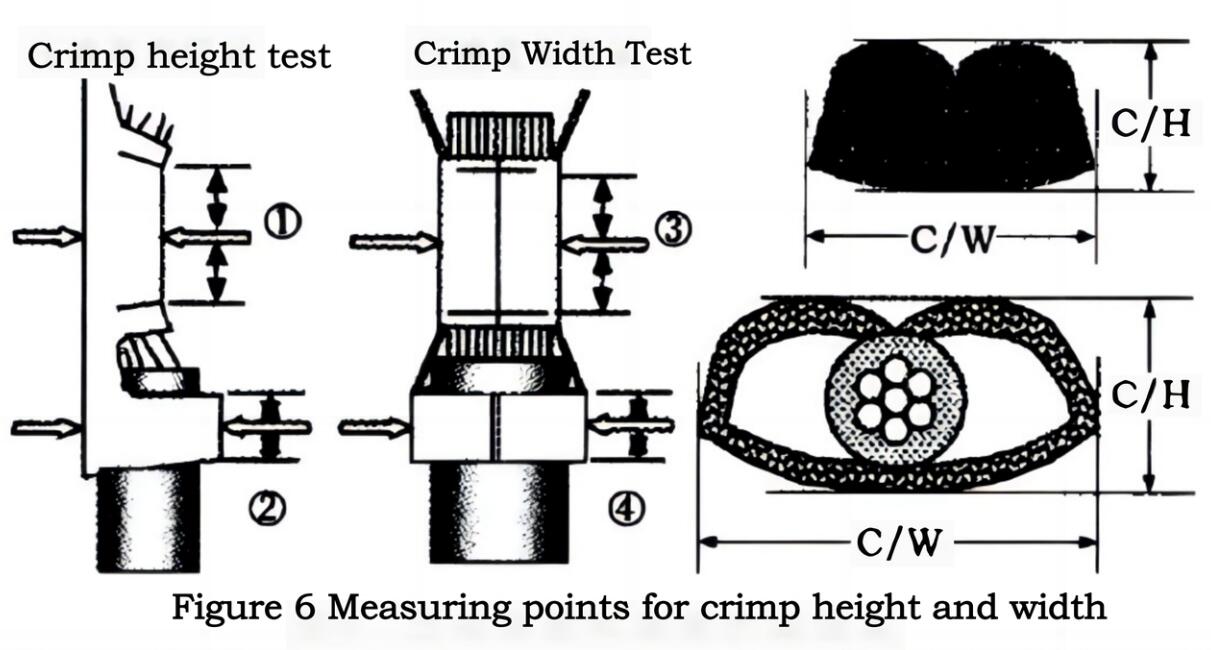
3.61 اندازه گیری نقاط برای ارتفاع و عرض کیمپ
منطقه اندازه گیری برای ارتفاع و عرض crimp به طور کلی در وسط هسته و ناحیه شکاف عایق انتخاب می شود ، همانطور که در شکل 6 نشان داده شده است.
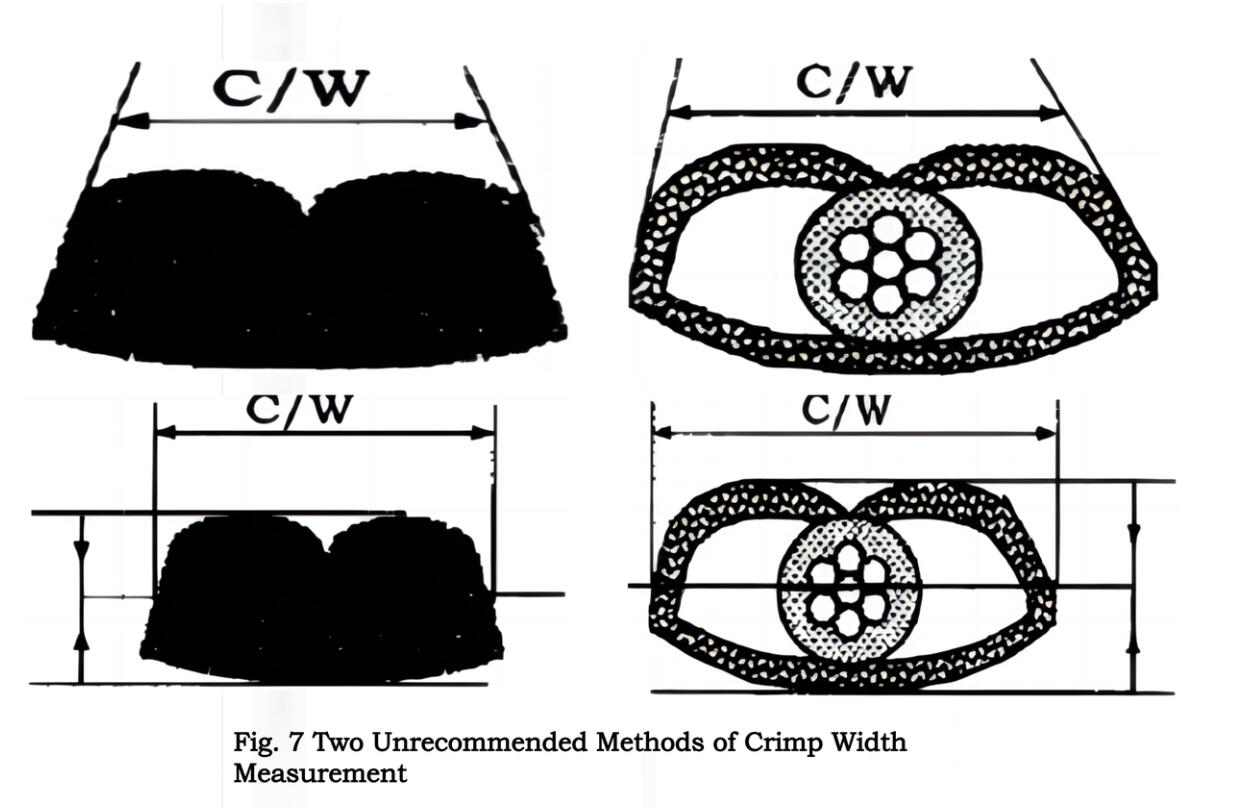
اندازه گیری عرض Crimp در جریان اعتراضاتی وجود دارد ، برخی از افراد معتقدند که اندازه گیری عرض Crimp نمی تواند عرض کل را اندازه گیری کند ، باید در شکاف بین دو قوس و نقطه مماس سطح شیب فاصله از فاصله اندازه گیری شود ، همانطور که در شکل 7 نشان داده شده است ، اما این روش اندازه گیری کمتر از ایده آل است ، اندازه گیری دشوار است ، مشکل برای اندازه گیری درست است.
برخی دیگر بر این باورند که نقطه اندازه گیری عرض شکاف در نقطه میانی دو طرف سطح ، همانطور که در شکل 7 نشان داده شده است ، این روش اندازه گیری نیز ایده آل نیست ، دو طرف سطح از سطوح منحنی تشکیل شده است و سطوح شیب دار توصیه می شود که اندازه گیری اندازه گیری آن دشوار است برای اندازه گیری اندازه گیری اندازه گیری بیش از حد اندازه گیری است ، اندازه گیری اندازه گیری است ، اندازه گیری ، اندازه گیری است ، اندازه گیری ، اندازه گیری است ، اندازه گیری ، اندازه گیری است ، اندازه گیری ، اندازه گیری است ، اندازه گیری ، اندازه گیری ، اندازه گیری است.
3.62 استفاده از ابزارهای اندازه گیری
اندازه گیری ارتفاع Crimp با استفاده از میکرومتر با مخروط در یک انتها ، و اندازه گیری عرض ترد با استفاده از میکرومتر با سطوح مسطح در هر دو انتها ، همانطور که در شکل 8 نشان داده شده است ، همانطور که در شکل 8 نشان داده شده است ، اندازه گیری اندازه گیری ارتفاع Crimp بدون قطعات دنده ای ، نمی تواند از هر دو انتهای صفحه میکرومتر برای اندازه گیری ارتفاع Crimp استفاده کند ، زیرا مقدار اندازه گیری شده مقدار واقعی نیست.
(ادامه)
Lead Tech یک شرکت حرفه ای است که بیش از 10 سال است که با اتصالات خودرو کار می کند ،
چه کسی اتفاق می افتد که متخصص باشد عمدتاً به شما در حل فوریت های تأمین کننده کمک می کند.
اگر به مقالات بیشتر علاقه دارید ، احساس راحتی کنید که روی لایک ها کلیک کنید و به ما برسید @www.leadtech-in.com



























